Carbon Steel Fiber Laser Cutting Machine,Best Price
If you’re looking for a fiber laser machine that can cut thin metal sheets up to 25/32″ , then the iGR-F3015G is your fiber laser cutter. This fiber laser cutter has performed exceptionally well for businesses who want to cut thin metal quickly and accurately. The laser power of this laser machine can range between 1500 watts and 8,000 watts. The price of this machine will vary depending on how much wattage you need for the operation of your business. This laser machine can cut metals like carbon steel, stainless steel, brass, aluminum, copper, and various other metals.
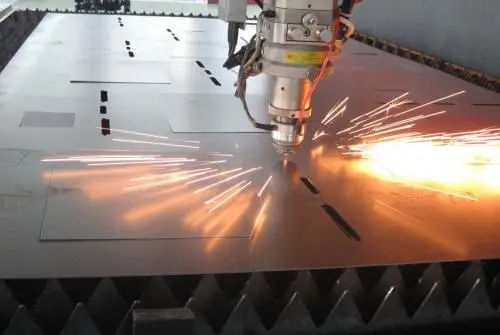
Cutting carbon steel by fiber laser cutting machine


In general, the substance can burn for carbon steel cutting. Possible explanations, as seen below.
(1) The laser focal point shall be offset and the focus position test shall be done and the offset shall be modified in compliance with the laser focal offset.
(2) The output power of the laser is not adequate. It is important to verify if the output of the laser generator is regular. If it is normal, note if the output value of the laser control button is right, if it is not properly calibrated.
(3) The speed of the line cutting is too slow and the speed of the line must be improved during the process regulation.
(4) Cutting gas is not clean enough to provide high-quality cutting of working gas
(5) The uncertainty of the operating time of the machine tool is too long. It needs to be shut down and restarted at this time.
The explanation why the laser isn’t fully cut.
(1) The preference of the laser nozzle does not correlate to the thickness of the processing plate and the nozzle or the processing plate is substituted.
(2) The speed of the laser cutting line is too high and the operating control is necessary to reduce the speed of the line.
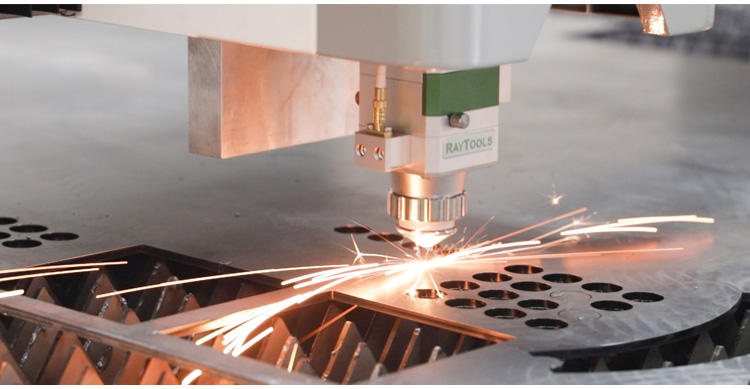
Abnormal spikes when cutting low-carbon steel.
As low carbon steel is usually sliced, the fire bouquet is long, smooth, and has less breaks. The presence of irregular sparks will affect the smoothness and consistency of the section of the workpiece.
In this case, the following should be assumed if other parameters are natural.
Next, the laser head nozzle has a serious failure and the nozzle should be replaced in time.
Second, in the event of no new nozzle replacement, the operating gas pressure should be raised.
Third, if the thread at the joint between the nozzle and the laser head is loose, the cutting should be suspended instantly, check the attachment condition of the laser head and re-thread the thread.
Flatbed Fiber Laser Cutting Machine iGR-F
The entry-level laser cutting machine, really cost-effective, open-type, single platform, simple structure, convenient installation, high precision, fast speed, simple operation, convenient maintenance, affordable equipment, low operating cost, it is a sheet metal processing enterprise customized product.

Lower Cost:The photoelectric conversion efficiency of fiber lasers is around 30%, while the photoelectric conversion efficiency of CO2 lasers is 6-10%, and the photoelectric conversion efficiency of YAG lasers is only 3%. In addition, fiber laser generators have no vulnerable parts, so there is no cost associated with late maintenance.
Laser Cutting Power & Speed The laser power significantly affects cutting thickness, speed, width, and quality. In general, the higher the laser power, the thicker the material that can be cut and the faster the cutting speed. However, there is an optimal range of laser power for a given plate thickness and cutting speed, where the surface roughness of the cut is at its minimum. Deviating from this optimal power range results in an increase in surface roughness, reduced processing efficiency, and increased cost.


Leave a Reply
You must be logged in to post a comment.